

Foundry
Our foundry specializes in producing and machining castings of high-performance iron-, nickel- and cobalt-based special alloys. We mainly use the sand molding process because it offers the freedom of design necessary to be able to mold even the most complex shapes with the highest accuracy.
We supply as-cast, pre- or finish-machined and assembled cast components.
Two cold-resin molding lines for a maximum flask size of 1,200 by 1,200 by 700 mm (W x L x H) and two casting lines are available for series production of small to medium-sized castings.
Larger products of up to 6,000 mm in diameter are hand-molded. We can also produce particularly tall and large-volume castings in our 3,000 mm wide, 7,000 mm long, 3,500 mm deep molding pit.
Engineering
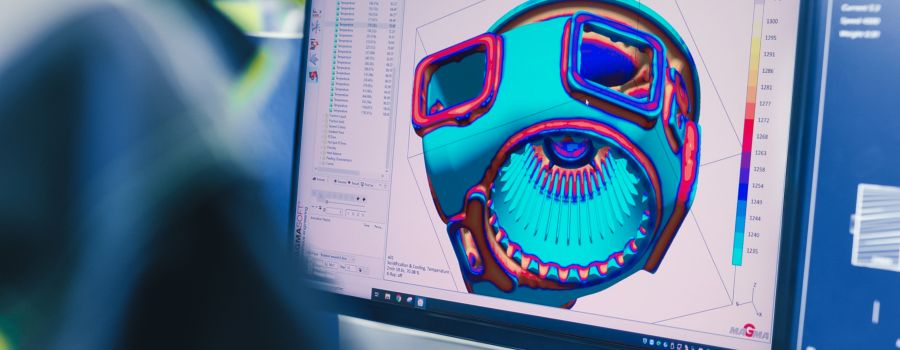
Every workstation in the job preparation department is equipped with 3D-CAD software to perform numerical simulations of the casting and solidification processes. These simulations guarantee that the gating system and other technological casting parameters are optimally laid out. This is particularly important for prototype and one-off castings.
Melting
For melting, we use a range of atmospheric and vacuum induction furnaces of different sizes:
- two vacuum induction melting furnaces of 3.6 t / 50 Hz and 0.6 t / 150 Hz respectively
- one Duomelt station consisting of two atmospheric 150 Hz induction melting furnaces with a heat size of 1.5 t each
- two atmospheric induction melting furnaces of 0.8 t / 400 Hz and 6 t / 70 Hz respectively
This wide variety of available melting units allows us to always choose the optimum metallurgical process for each individual material grade and the most suitable furnace size for every heat size - from very small heats to single castings of up to 14 t.
Thus, we can respond precisely to our customers’ wishes and guarantee that our products comply with the most exacting quality requirements.

Casting
We use the cold setting process to make our casting molds. The binder system has been developed specifically for the casting of high-alloy grades.
We adjust our casting and heat treatment processes not only to the specific component geometry, but also to the wide variety of special alloys we process, e.g., duplex-steel castings with wall thicknesses of up to 250 mm.


In our foundry, we use furnaces from Otto Junker as a matter of course. These furnaces fully meet our exacting performance requirements and have proved to operate extremely reliably over decades. To ensure that our melting units are always state-of-the-art, we work closely with the plant engineering specialists within the Otto Junker group through a continuous exchange of knowledge.
Fettling
Our fettling shop is fitted with eleven ergonomically designed fettling, torch-cutting and welding stations that are equipped with the latest systems and tools, including lifting aids and turnover devices. We care for the well-being and good health of our employees. Therefore, we have equipped our fettling shop with an exhaust air extraction system of 40,000 m³/h capacity that continuously removes the fettling and welding dust from the work areas.

Heat treatment
We also use a special heat treatment process developed in-house to account for the specific properties of the alloys we use and the thick-walled components we produce.
We use two gas-operated heat-treatment furnaces for treatment temperatures of up to 1,200°C. The furnace dimensions are 1,980 mm by 2,500 mm by 4,000 mm (W x D x H), and 1,200 mm by 2,000 mm by 1,500 mm (W x D x H) respectively.
In particular, with thick-walled castings it is essential that the heat is rapidly removed from the center areas. To achieve this, the casting is quenched by flooding it with up to 40 m3 of water within seconds. This guarantees optimal heat transfer.
